PIEZA (PART)
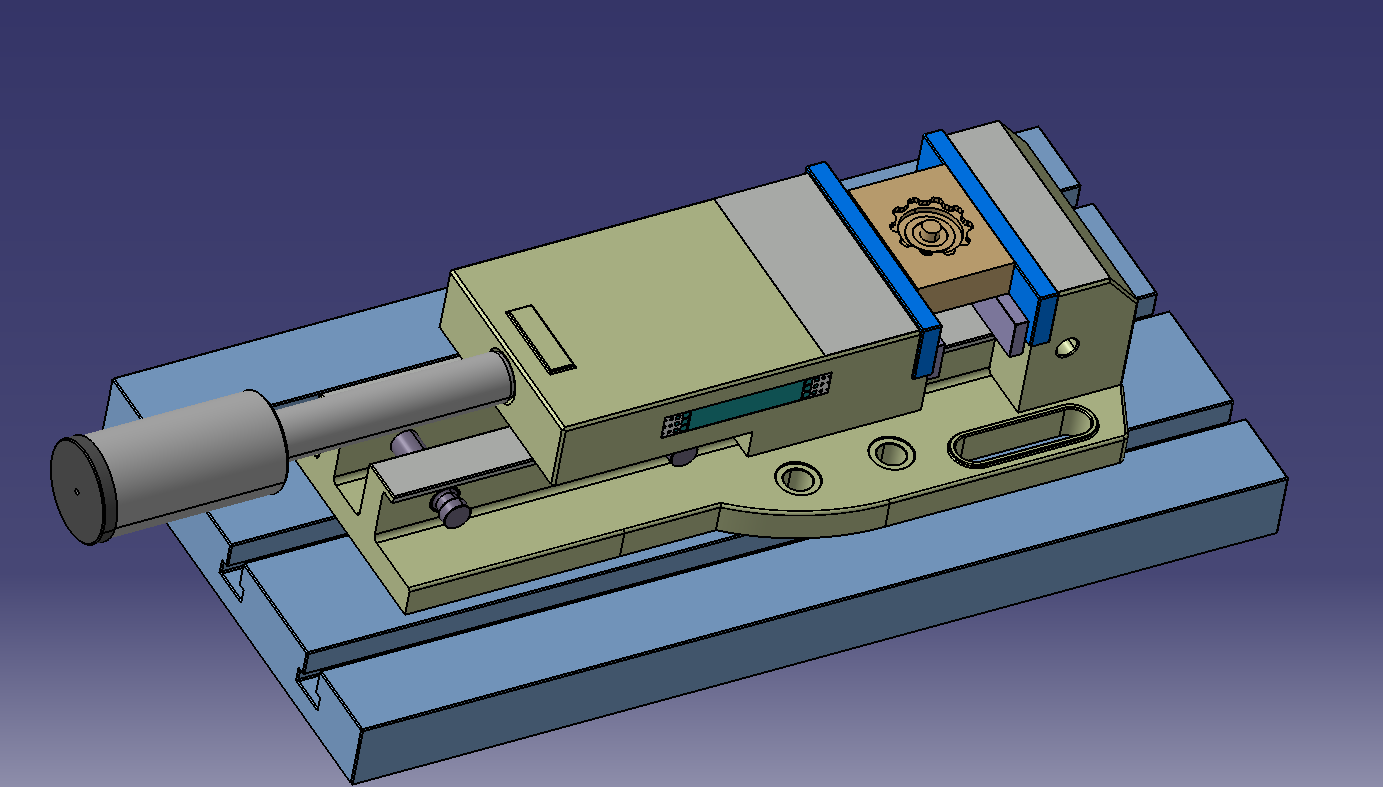
 Debido a diversos problemas desechamos las dos primeras figuras seleccionadas, por problemas con el radio de la herramienta, hacerlo por fuera en el macho, era fácil, pero no así en la hembra, así que esta propuesta trataba de poder solucionar esos problemas, nada de cruces de líneas que creaban esos problemas y mirando el móvil apareció el símbolo de Ajustes.
Debido a diversos problemas desechamos las dos primeras figuras seleccionadas, por problemas con el radio de la herramienta, hacerlo por fuera en el macho, era fácil, pero no así en la hembra, así que esta propuesta trataba de poder solucionar esos problemas, nada de cruces de líneas que creaban esos problemas y mirando el móvil apareció el símbolo de Ajustes.
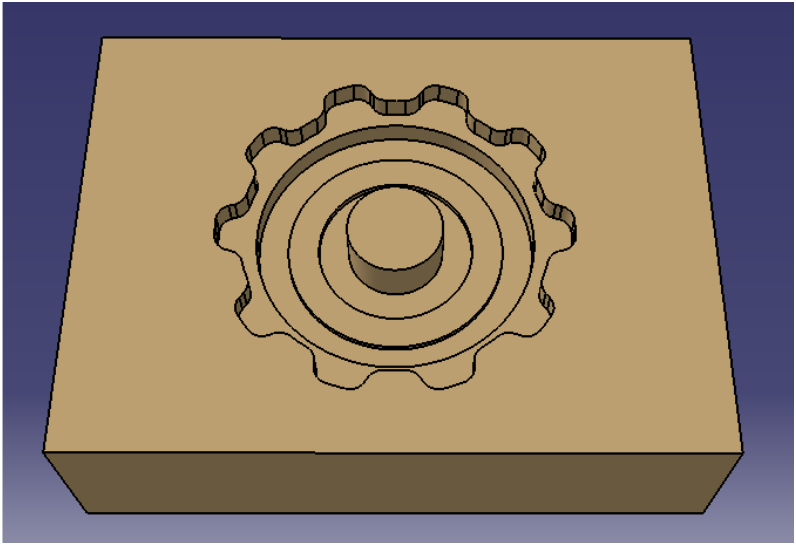
Asi que la pieza en catia se hizo siguiendo esas proporciones que posteriormente se han ajustado a nuestras necesidades.
A nuestro grupo le ha tocado la hembra, pero en el macho se apreciaría mejor la similitud.
 Se ha partido del documento del logo suministrado por Santi, al que se le ha escalado y acoplado unos laterales para llegar a las dimensiones de nuestro bruto.
Se ha partido del documento del logo suministrado por Santi, al que se le ha escalado y acoplado unos laterales para llegar a las dimensiones de nuestro bruto.
 Se han parametrizado las dimensiones de nuestro bruto (pensando en que el otro grupo pudiera usarlas), también se han parametrizado el numero de dientes, el angulo entre dientes, la separación entre el Macho y la Hembra (1 decima) o el radio de la herramienta más grande usada.
Se han parametrizado las dimensiones de nuestro bruto (pensando en que el otro grupo pudiera usarlas), también se han parametrizado el numero de dientes, el angulo entre dientes, la separación entre el Macho y la Hembra (1 decima) o el radio de la herramienta más grande usada.

Estos son los círculos que se Restaran del bruto, fíjense que en la parte de la derecha están todas las cotas, estas se pueden cambiar, las que vienen con el símbolo f(x) se cambian solas en cuanto cambias las de la derecha, se les suma o resta automáticamente la separación entre macho y hembra.
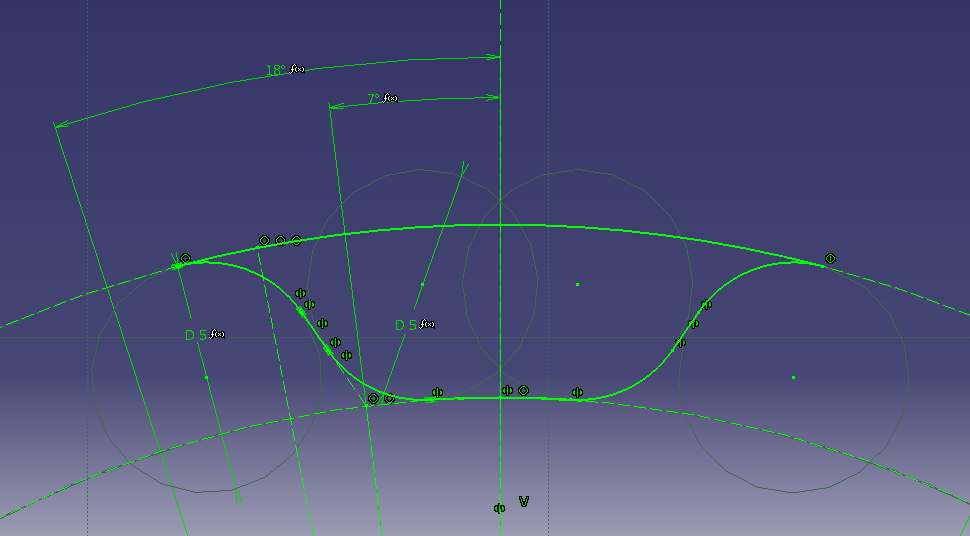
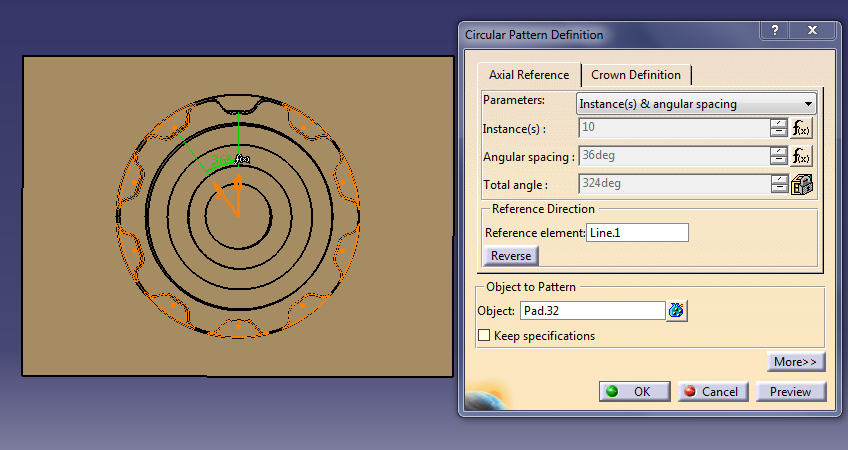
El diente que se añadirá al final, prácticamente esta en su totalidad parametrizado, Las cotas de D=5 dependen del radio de la herramienta, los 18º dependen del numero de dientes, y los 7º dependen de AngDientes. Con este Sketch se ha creado un solido (Pad32) y se ha repetido circularmente.
CONJUNTO ( PRODUCT)
 Realizaremos el product con los archivos de la Mordaza ArnoldNeumo-Hidraulica 160 suministrados en clase.
Realizaremos el product con los archivos de la Mordaza ArnoldNeumo-Hidraulica 160 suministrados en clase.
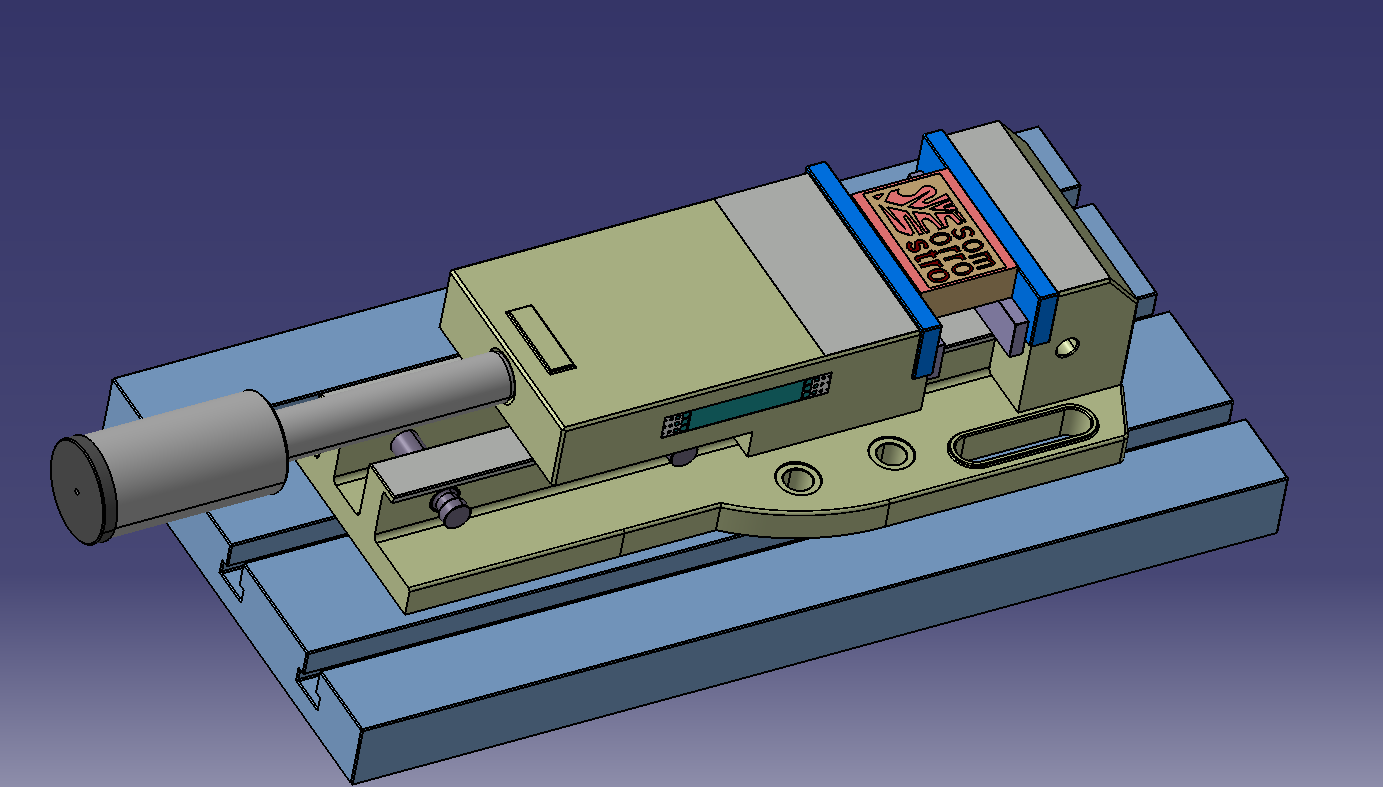
Insertamos la pieza y el bruto y los situamos en su posición de mecanizado.
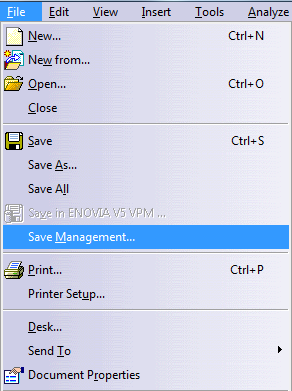
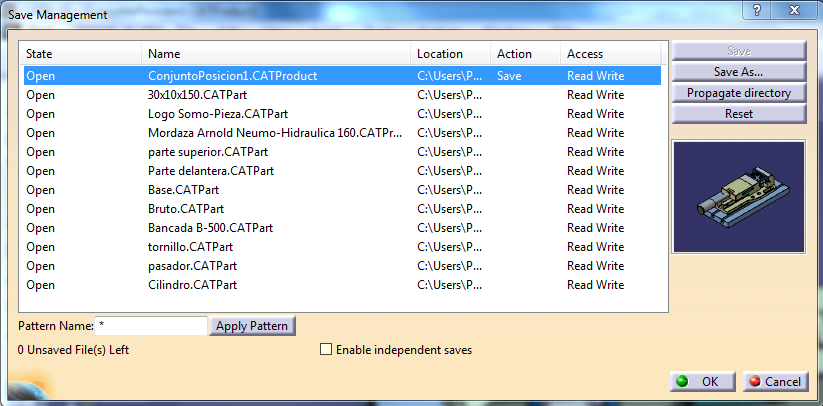
Guardamos con Save Management, el conjunto como ConjuntoPosicion 1.product en la carpeta ConjuntoPosicion1 y propagamos el directorio. De esta manera conseguimos tener todos los Part de ese product en el mismo directorio.
Despues damos la vuelta a la pieza para ver la hembra que nuestro grupo va a mecanizar y volvemos a guardar con Save Management como ConjuntoPosicion 2.product en la carpeta ConjuntoPosicion2 y propagamos el directorio.
Con esto ya tenemos los 2 products o Atadas que vamos a utilizar en el Process.
ConjuntoPosicion1.Product
ConjuntoPosicion2.Product
MECANIZADO (CATPROCESS)
Con los dos Catproducts de las posiciones de mecanizado 1 y 2, creamos el catprocess siguiendo los pasos de clase.
Abrir el catproduct ConjuntoPosicion1 y entrar en Start/ Machining/ SurfaceMachining.
Click derecho en "PartOperation 1" y renombrar como "Atada 1", que será la Atada en la que se hara el mecanizado del Logo de Somorrostro.
Click derecho en "ManufacturingProgram" de la Atada 1 y renombrar como "Acabados".
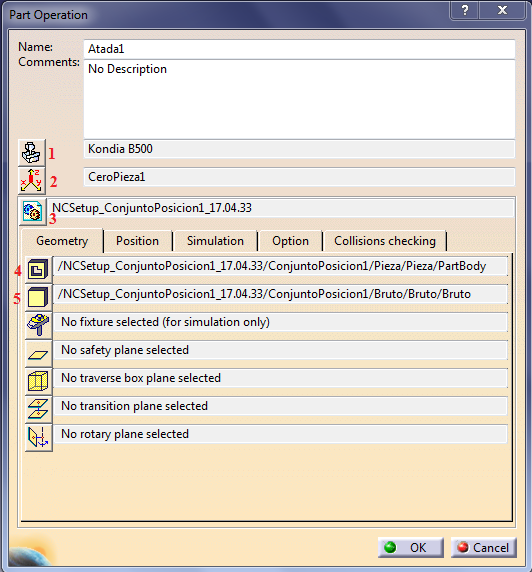 Pinchamos 2 veces sobre Atada1
Pinchamos 2 veces sobre Atada1
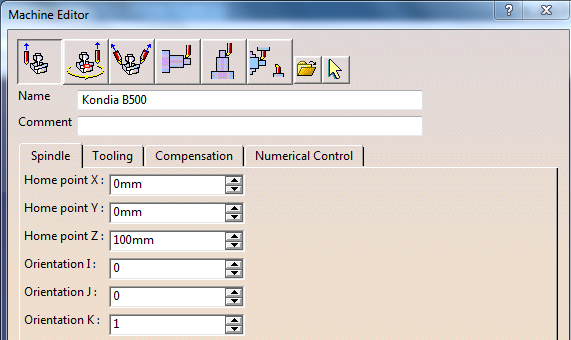
1.- Insertar Nombre de la maquina, “Kondia B-500”.
2.- Colocar el Cero Pieza.
3.- Seleccionar el Product que se mecanizara en esta primera atada.
4.- Seleccionar la Pieza.
5.- Seleccionar el Bruto.
Con la segunda atada hacemos lo mismo pero seleccionando el Segundo Product.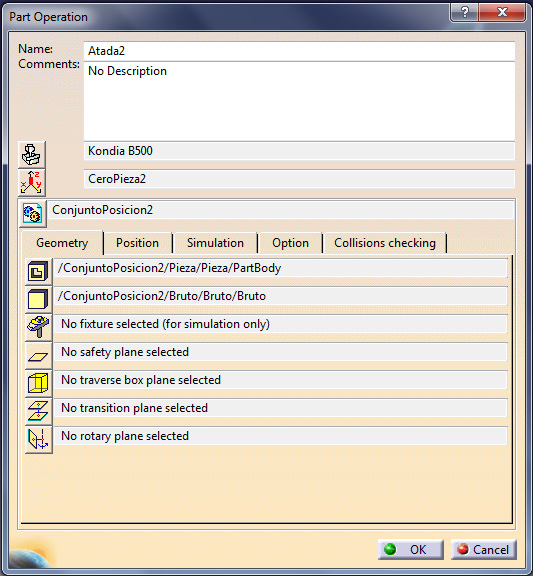
1ª OPERACION
 SpiralMiling
SpiralMiling
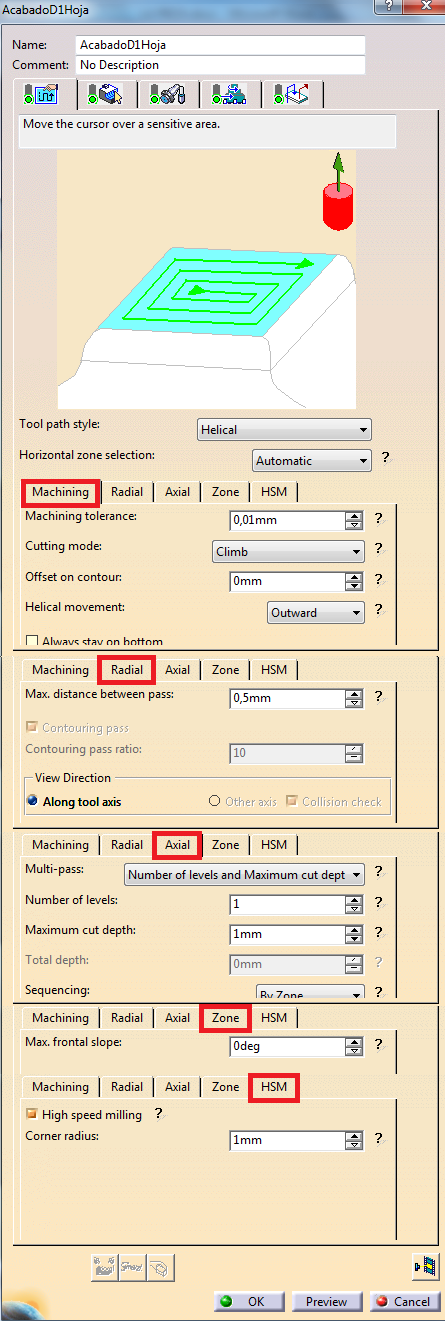
Sirve para acabar caras planas con una operación en espiral, también puede usarse para vaciar cajeras.
1ª Pestaña
MACHINING
Machining tolerance = 0.01mm.
Cuttingmode = Climb (concordancia).
RADIAL
En Max. Distance betweenpass introducir el Radio de la herramienta.
AXIAL
NO tocar nada.
ZONE
Max frontal slope = 0º, mecaniza solo las que son estrictamente horizontales.
HSM(Fresado alta velocidad),
Click "High speedmilling" para que no se pare al realizar las aristas.
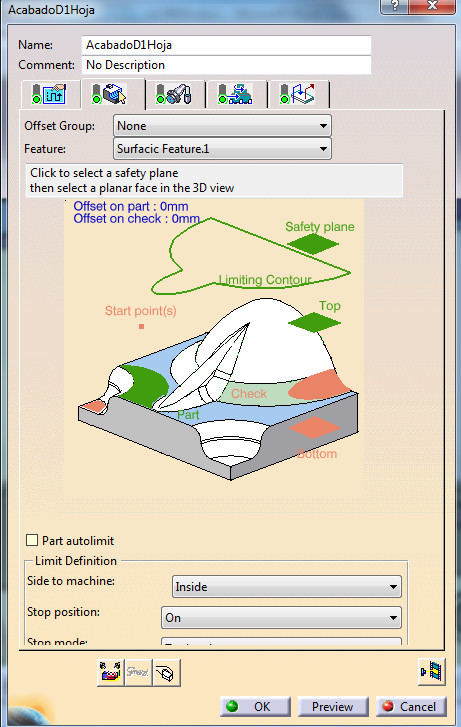 2ª Pestaña
2ª Pestaña
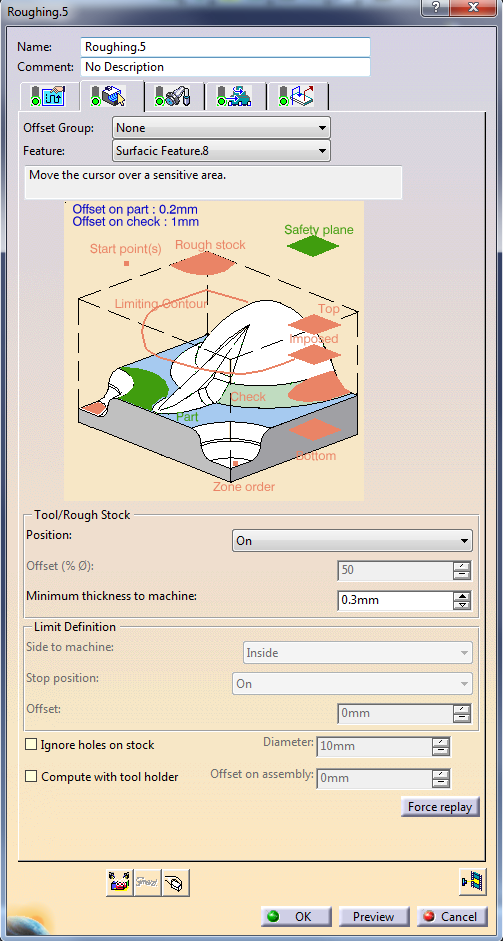
Doble click en offset on part = 0mm.
Click en Safety plane, Seleccionar cara eintroducir offset.2mm
Click en Top, Seleccionar cara eintroducir offset. -0.5mm
Click en Part, Seleccionar la pieza.
3ª Pestaña
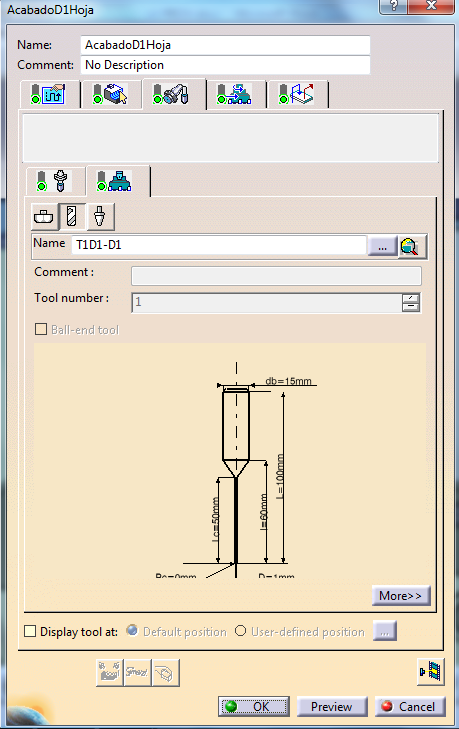
Nombrar la herramienta.
En la imagen, doble click en el diámetro para modificarlo.
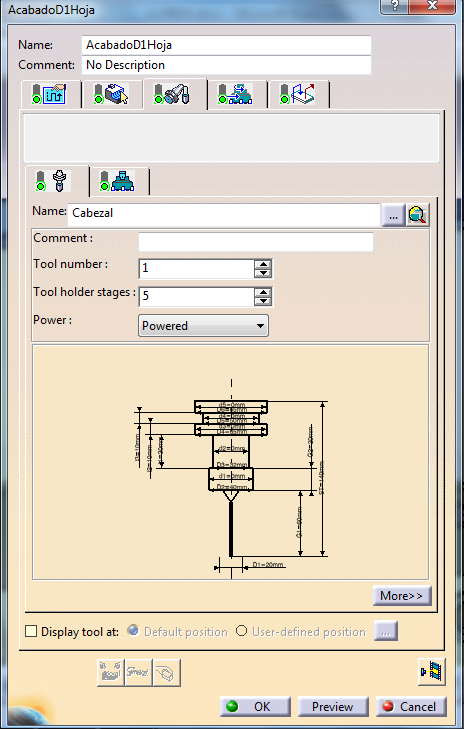
En la otra subpestaña (izquierda) tenemos la posibilidad de definir nuestro cabezal.
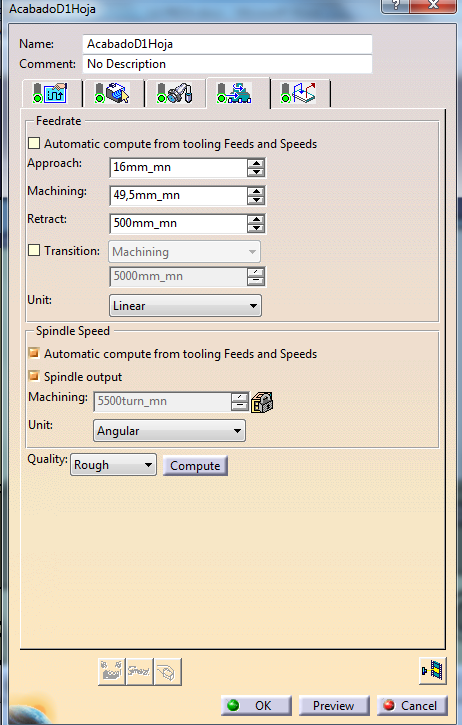 4ª Pestaña
4ª Pestaña
Desactivar el 1er automatic.
Approach = avance para taladrar.
Machining = velocidad para mecanizar.
Retract = velocidad de retirada.
Desactivar el 2º automatic.
2ª OPERACION
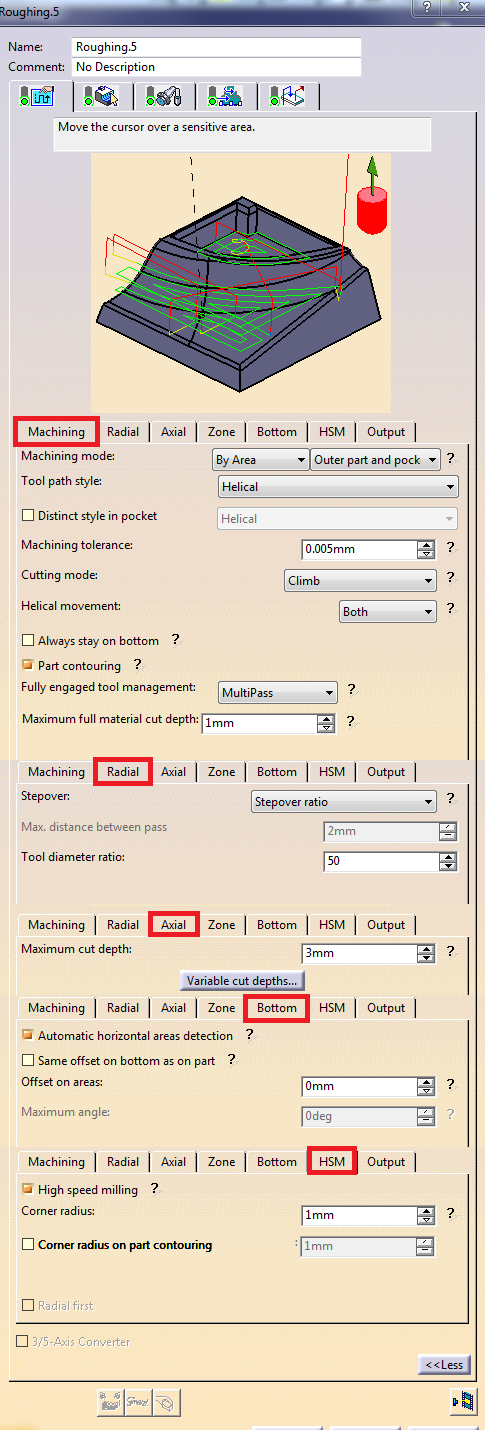
 Roughing
Roughing
Sirve para desbastar con una operación.
1ª Pestaña
MACHINING
Machining tolerance = 0.01mm.
Cuttingmode = Climb (concordancia).
RADIAL
En Stepover elegimos Stepover ratio.
En Tool diameter ratio introducimos 50 %.(Ae)
AXIAL
En Maximum cut depth pondremos la máxima profundidad de corte de la herramienta que se usara en el desbaste.
BOTTOM
Clicamos en Automatic horizontal areas detecction.
Y desclicamos “Same offset on bottom as on part”
Rellenamos “Offset on areas” con el valor 0mm.
HSM (Fresado alta velocidad),
Click "High speedmilling" para que no se pare al realizar las aristas.
 2ª Pestaña
2ª Pestaña
Doble click en offset on part = 0mm.
Click en Safety plane, Seleccionar cara eintroducir offset.2mm
Click en Top, Seleccionar cara eintroducir offset. -0.5mm
Click en Part, Seleccionar la pieza.
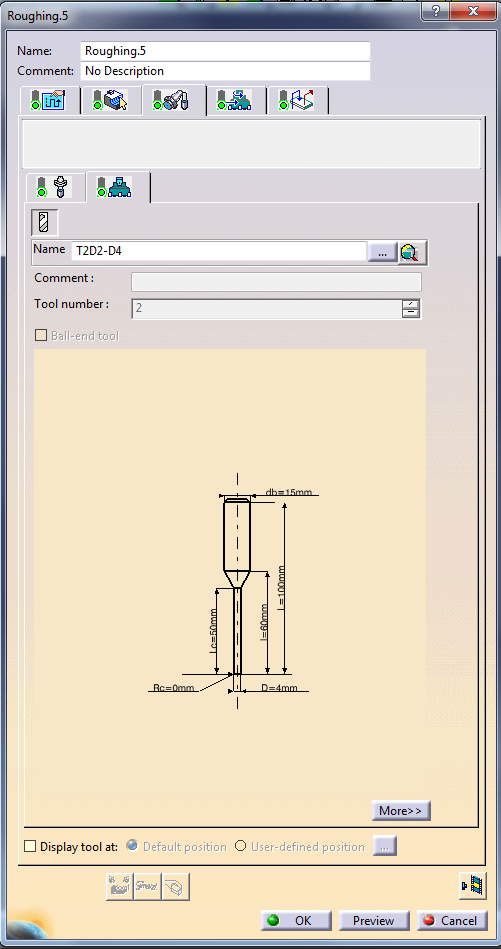 3ª Pestaña
3ª Pestaña
Nombrar la herramienta.
En la imagen, doble click en el diámetro para modificarlo.
En la otra subpestaña (izquierda) tenemos la posibilidad de definir nuestro cabezal.
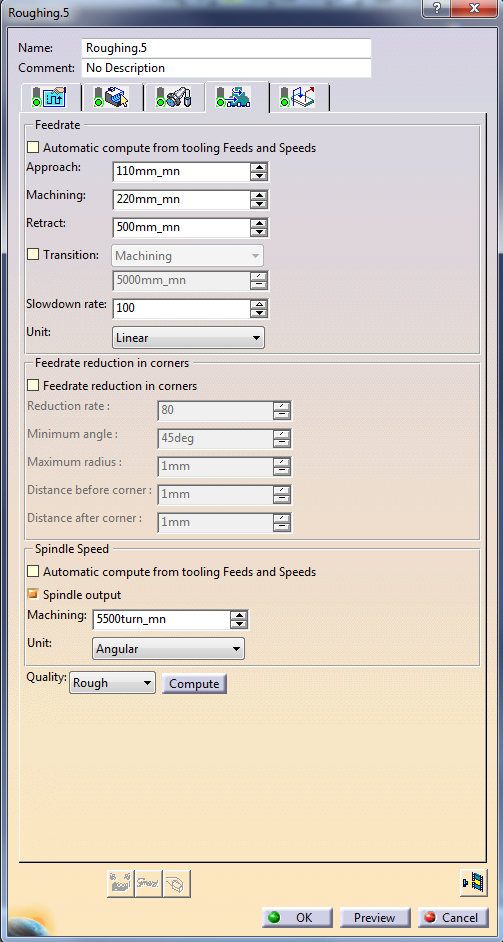 4ª Pestaña
4ª Pestaña
Desactivar el 1er automatic.
Approach = avance para taladrar.
Machining = velocidad para mecanizar.
Retract = velocidad de retirada.
Desactivar el 2º automatic.
POSTPROCESADO
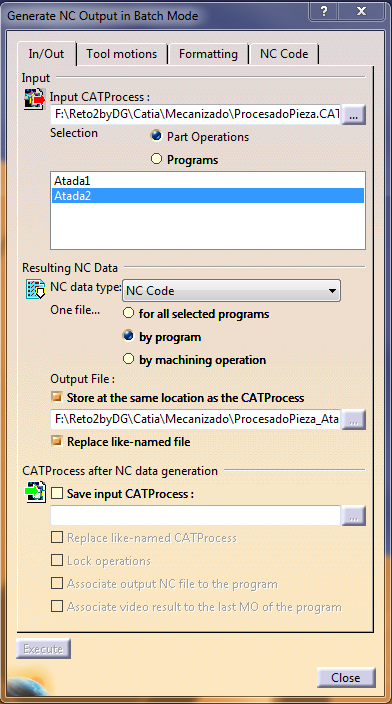
 Se ejecuta el icono Generate NC Code in BatchMode.
Se ejecuta el icono Generate NC Code in BatchMode.
Pestaña In/Out
Part Operations
Atada a mecanizar
NC data type = NC Code
Pestaña NC Code
fagor8055
o Heidenhain407
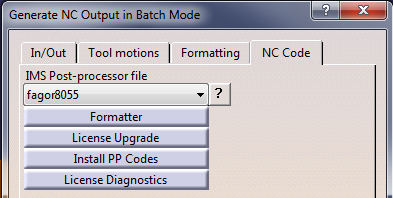
EXECUTE (se abrira una ventana negra, no cerrar).
Se generara una serie de archivos.
-
LOG = Fichero de texto con información sobre el postprocesado y los tiempos de operación.
-
CATNCCode = Programa CNC.
-
Aptsource= fichero que no usaremos, contiene las trayectorias de la herramienta.